�T���N�^��̎�������N�ػ�ض�
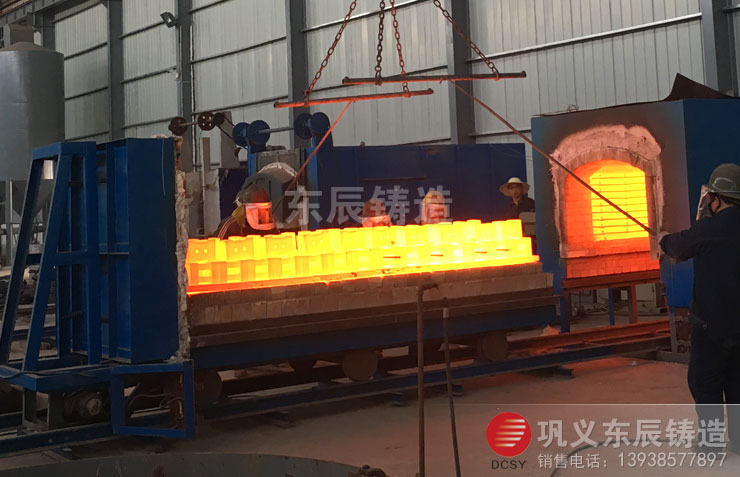
��x�|���T��S�����T���N�^֮��̎�������N�ػ�ضȣ�����C�N�^�ڌ��T���ӟᵽ�R���c���µĜضȣ���Ҫ����һ�Εr�g��Ȼ�����͡�ˮ��՚�����s�ğ�̎�����������ػ��Դˁ��@������Ҫ�ĽM�������ܣ��T���N�^��̎�������N�ػ�֞�͜ء��Мء��ߜػػ𣬖|���T��S�N�^��̎����ˇ���죬�nj��N�^��̎����ˇ�ӟᵽ1100�汣�أ�Ȼ����t�������Wˮ�g̎�������M��600���еĵ͜ػػ������t���䣬Ӳ�ȿ��_��60HRC-65HRC���|�����N�^Ӳ�Ⱥ��g��Ҫ��dz��ߣ����͑�ؓ؟���҂���ʹ����
�|���T��S���a�ĺϽ��N�^���W�ɷּ����a���g����������������̎����1100��ӟᱣ�غM���D׃��W���w������L�䣩��M���D׃��Ӳ�ȘO�ߵ��R���w�Լ�̼����Ӳ�|�c���ػ�����������HRCӲ�ȸ��_60���ϣ����ИO�ߵ�Ӳ�ȡ���ĥ���Լ���ȫ�ԡ�
�T���N�^��̎�����ջػ�ضȲ�ͬ���¿��Է֞����N
1���ض���150��-250�淶����Ľе͜ػػ𣬴��^�������ýM����ػ��R���w���ڱ��ִ��䓵ĸ�Ӳ�Ⱥ���ĥ�Ե�ǰ���£��ػ��R���w���Խ��������ȑ����ʹ��ԣ���������C�N�^�r���ѻ�ĥ�p��
2���ض���350��-500�淶���ȵĽ��Мػػ𣬴��^�������ýM����ػ������w�����ԫ@���^�ߵ��g�Ժ͏��ԣ���̎�����N����ģ�ߡ�
3���ض���500��-650�淶���ȵĽиߜػػ𣬴��^�������ýM����ػ������w������c�ߜػػ���Y�ϱ��Q���{�|̎����������������C�N�^���g�ԡ����ԡ�Ӳ�ȡ����ȵȡ�
�T���N�^ͨ�^��̎��������ߏ��Ⱥ��g�ԡ�һ���ڟ�̎���������l���¿ɫ@���R���w��ؐ���w���R���w-ؐ���w�ȏͺϽM������ϻػ�ˇ�ɫ@���^�õď��g�ԡ��T��Ͻ���N�^���a��ˇ���Σ���ʼӲ�ȸߣ��|���N�^��̎����Ӳ�ȡ�58HRC��ͬ�r����һ�����g�ԣ����ԝM���N�^���ϵ�ʹ��Ҫ��
�|���T��S���I���a�и߶���ĥ�T�����T��S�ң��ҏS���a���N����C�N�^�������S��ͬaƷ����ĥ���Cе���ܸ��ߡ���ˣ�ϣ���͑���ԃ�r�ĕr���ܰ����鼼�gҪ���r�l�����f��һ�£��@�����a����ᘌ��ԣ��Ա��͑��ṩ�ԃr����ߵ�����C��ĥ�N�^��
��������x�|���T��www.lflcddc.com�����D�dՈע����̎��
��һƪ�� ���õ��ķN����C�N�^���





